订购热线:0511-88518518
立即咨询pp管能穿越很窄的模具缝隙而出现披锋。PP在熔化过程中,要吸收大量的熔解热(比热较大),产品出模后比较烫。PP料加工时不需干燥,大口径pp管的收缩率和结晶度比PE低。
因PP的粘度随着剪切速度的提高有明显的降低,所以提高注射压力和注射速度会提高其流动性,改善收缩变形和凹陷。模温宜控制在30-50℃范围内。

PP为结晶型高聚物,常用塑料中PP轻,密度仅为0.91g/cm3(比水小)。通用塑料中,PP的耐热性好,其热变形温度为80-100℃,能在沸水中煮。
PP有良好的耐应力开裂性,有很高的弯曲疲劳寿命,俗称“百折胶”。PP的综合性能优于PE料,PP产品质轻、韧性好、耐化学性好。
PP的缺点:尺寸精度低、刚性不足、耐候性差、易产生“铜害”,它具有后收缩现象,脱模后,易老化、变脆、易变形。
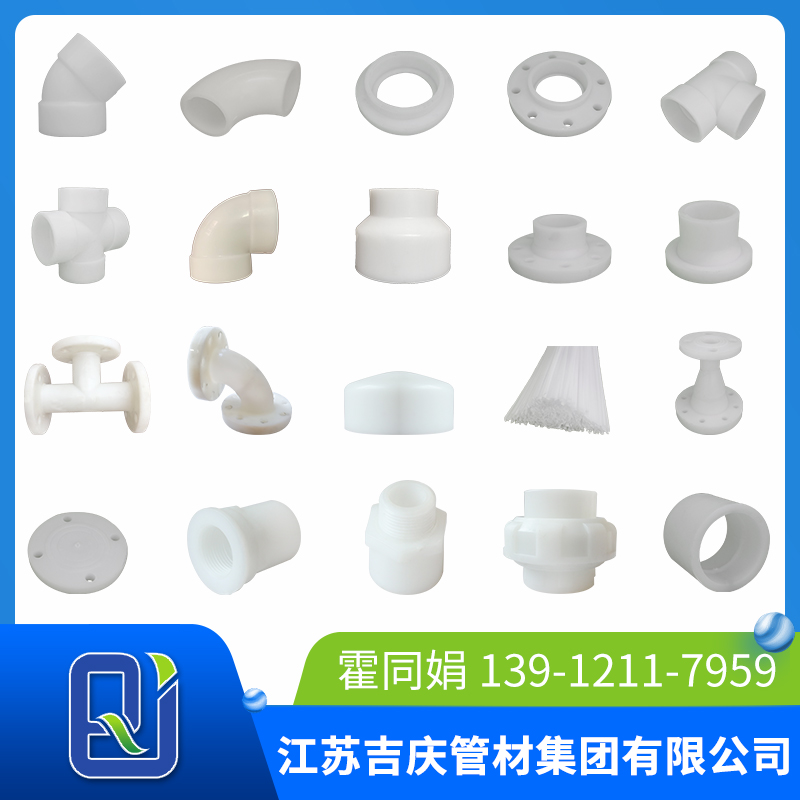
管件的加工方法
管件的加工方法也有很多种。很多还属于机械加工类的范畴,用的多的是冲压法、锻压法、滚轮加工法、滚轧法、鼓胀法、拉伸法、弯曲法、和组合加工法。管件加工是机加工和金属压力加工的有机结合。
现举例说明如下:
锻压法:用型锻机将管子端部或一部分予以冲伸,使外径减少,常用型锻机有旋转式、连杆式、滚轮式。
冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。

滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。
滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。
弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种是大家较为熟悉的滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。这种方法应用的较广,若生产螺旋管,曲率还可增大。
鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,靠液体压力把管子鼓成所需要的形状,像我们常用的波纹管的生产大部分用的是这种方法。
- pp风管选择合适的焊接设备24-10-29
- PPH管冲压加工分离工序24-10-22
- frpp管装置过程中要严格对中24-10-15
- PP管使用过程中的效率24-10-09
- pp风管减少通风系统运行时产生的噪音24-09-24
- PPH管采用热熔连接进行安装24-09-19